



Wholesale Price China Slant Cnc Lathe - CH61200L CNC turning center with C axis – Premach
Wholesale Price China Slant Cnc Lathe - CH61200L CNC turning center with C axis – Premach Detail:
Brief instruction
This machine is mated with C axis, feed X and Z axis, three axis can be linkage and move together with multi-function and high cutting efficiency.
Mated with SIEMENS 828D CNC system.
Two gears of spindle speed, and stepless speed within gears, hydraulic gear shift, consistent line speed cutting. Main spindle motor is SIEMENS 37KW A.C. servo motor, decrease speed and increase torque by gears, spindle speed is 5-200rpm.
C axis is indexed by high precision AC servo motor, and hydraulic automatic locking, and using circular grating for actual position detection; X axis adopts SIEMENS AC servo motor driven and high precision ball screw pair to realize lateral movement, Z axis adopts SIEMENS AC servo motor drive high precision worm reducer to move longitudinally, both X, Z axis are equipped with the grating for actual position detection, closed loop control, with good positioning accuracy and repeat positioning accuracy
use of the machine
This is a high efficiency cutting machine, suitable for cutting cast iron, steel and non-ferrous metal processing with high-speed steel and hard alloy tool. It can be turning external circle, end face, cutting groove, cutting off, cutting internal hole, milling keyway, milling spiral groove, drilling and tapping.
Sketch map of the workpiece:

Milling keyway
parameter and capacity
| Width of guide way | 1100mm |
| Max. swing diameter over bed | φ2040mm |
| Max. swing diameter over tool post | φ1500mm |
| Max. workpiece length | 12000mm |
| Max. workpiece weight between center | 10T |
| main transmission | |
| Front bearing of spindle | φ220mm |
| Spindle speed range | 5-200r/min |
| Spindle bore diameter | φ130mm |
| Front taper of spindle hole | metric No.140 |
| Main motor power, servo motor | 37KW |
| Spec. of spindle end | 1:30 |
| feed transmission | |
| X axis travel | 85mm |
| z axis travel | 11800mm |
| x axis rapid travel speed | 4m/min |
| z axis rapid travel speed | 4m/min |
| Servo motor torque od x axis | 27Nm |
| Servo motor torque od z axis | 36Nm |
| Horizontal 8 position power turret | 0.5.473.532.8 |
| Section size of tool shank | 32mmx32mm |
| Tailstock | |
| Quill diameter of tailstock | φ260mm |
| Quill travel | 300mm |
| Taper hole of quill | metric No.80 |
| Assistant steady rest (2 sets) | |
| Closed steady rest | φ400-φ700mm |
| chuck | |
| Four jaw chuck | φ1600mm |
| C axis | |
| Max. torque under clamped condition | 3000Nm |
| Positioning accuracy of C axis | 36″ |
| Repeat positioning accuracy of C axis | 18″ |
Main structure
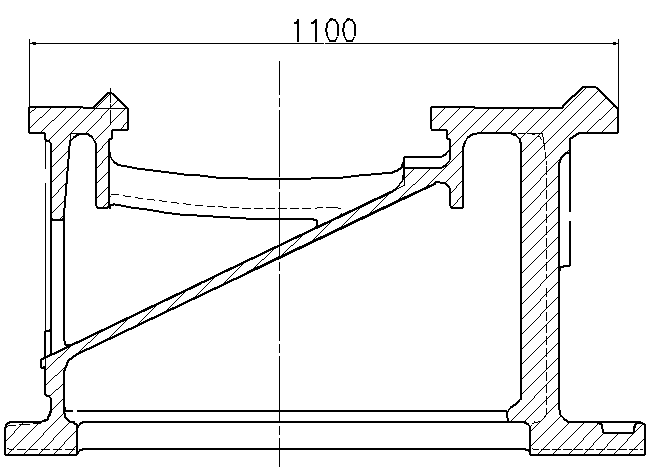
1)bed
The bed is a floor type bed with a width of 1100mm and a high strength resin sand casting. The material is HT300. The bed has the advantages of strong rigidity, large bearing capacity and good stability
The guide way is one mountain and one flat structure, the hardness of guide way is above HRC52, thick hardening depth is helpful to be ground.
The inner cavity of the bed body is provided with W shaped reinforcing rib, which greatly strengthens the rigidity of the machine bed and reduces the deformation due to bearing weight.
After the aging of the bed casting, it can remove the residual stress in the casting, and reduce the release of the residual stress in the processing and use of the machine.
There are sloping and arched holes on the rear of bed that are used for chip removal. The chip, coolant, lubricating oil and so on are removed directly into the chip tray. So the chip cleaning is convenient, and the cooling liquid can be recycled
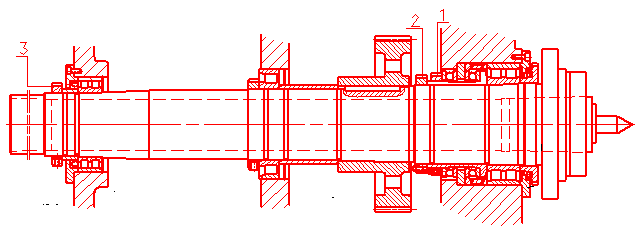
2)Headstock
The spindle adopts three-point support, with the front end as the fixed end, the middle and rear ends as the traveling end, the front and rear ends as the main support, and the middle as the auxiliary support. The axial positioning is set at the front end of the spindle, so that the spindle extends backward after being heated, eliminating the impact of the thermal extension of the spindle on the accuracy of the machine tool.
The main drive of the lathe is realized by Siemens AC spindle motor through belt pulley, gear and four-stage hydraulic automatic shift. The constant torque range of the spindle is large and constant linear speed cutting can be realized. The spindle bearing is a special bearing, with high precision and strong rigidity.
The headstock is lubricated by strong oil, and the headstock gears and bearings are lubricated by a special oil pump. The front end of the spindle adopts the double sealing structure of labyrinth and slot, which can effectively prevent oil leakage and foreign objects from entering the headstock.
3):tool post
Adopt German SAUTER 8 position horizontal turret 0.5.473.532.8, this turret has function of cutting external circle, end face and threading as well as milling, drilling and tapping. This turret is driven by SIEMENS servo motor installed on it, and mated with the following accessories.
|
Ser. No. |
Name |
Type |
Qty |
|
1 |
Power turret |
0.5.473.532.8 |
1 |
|
2 |
Cutter head |
0.5.901.032/077790 |
1 |
|
3 |
0-degree power cutter holder |
0.5.921.106-117859 |
1 |
|
4 |
90-degree power cutter holder |
0.5.921.206-117866 |
1 |
|
5 |
External circle cutting cutter holder |
B2-60X32X60-113908 |
2 |
|
6 |
Internal circle cutting cutter holder |
E2-60X50-113961 |
2 |

4)Z and X axis:
Diameter of ball screw of X axis isφ40×5, Z axis is driven by rack and gear, teeth module is m=5, and z axis adopt full closed loop control by grating ruler feedback
5)Tail stock
Tailstock consist of upper part and bottom part, quill and quill center line adjusting organization are installed in upper part. The travel of tailstock is driven by motor. The quill of tailstock can rotate.
6)lubrication system
The lubrication of bearings in headstock, gears and bearing in headstock and other cases is supplied by the special pump, lubricating of bearings of ball screw and each lubricating point of the machine adopts intermittent and concentrative lubrication, and lubrication time is adjustable, so that it effectively prevents to waste lubricating oil, and can effectively improve the machine’s dynamic response and the service life of the guide way and ball screw.
hydraulic system
Hydraulic system is used for automatic change of spindle speed and forced coolant of gears in headstock as well as automatic lock of C axis.
7)C axis
The C axis is driven by a servo motor, can automatically switch to the transmission mode of spindle and C axis, the rear of spindle is fitted with high precision circular grating of C axis and brake damping mechanism. With whole closed-loop measurement system.
Accuracy of machine
| Finish cutting external circle | 0.005mm |
| Machining consistency, on 300mm length | 0.03mm |
| Flatness of finish cutting flat, | |
| on diameter 300mm | 0.025mm, concave |
| X axis | |
| positioning accuracy | X≤0.03mm |
| repeat positioning accuracy | X≤0.012mm |
| Z axis | |
| Positioning accuracy, on 10000mm length | X≤0.13mm |
| Repeat positioning accuracy | X≤0.05mm |
| C axis | |
| positioning accuracy | 36” |
| repeat positioning accuracy | 18” |
Product detail pictures:
Related Product Guide:
To continuously increase the administration process by virtue of the rule of sincerely, good religion and excellent are the base of company development, we commonly absorb the essence of linked goods internationally, and continually build new solutions to fulfill the requires of shoppers for Wholesale Price China Slant Cnc Lathe - CH61200L CNC turning center with C axis – Premach , The product will supply to all over the world, such as: Zurich, Venezuela, Egypt, Our company will continue to adhere to the superior quality, reputable, the user first principle wholeheartedly. We warmly welcome friends from all walks of life to visit and give guidance, work together and create a brilliant future!
The company comply with the contract strict, a very reputable manufacturers, worthy a long-term cooperation.
Products categories
-

Wholesale Dealers Of Gap Bed Engine Lathe - Si...
-

Discount Wholesale Large Bore Cnc Lathe - benc...
-

OEM/ODM Manufacturer Horizontal Bore Drilling -...
-

Best-Selling Cnc Deep Hole Drilling - ZK2303A ...
-

Factory Wholesale Heavy Lathe Machine - Three ...
-
Cheap PriceList For Hole Drilling Machine - TM...