Welcome to our websites!



Featured
-
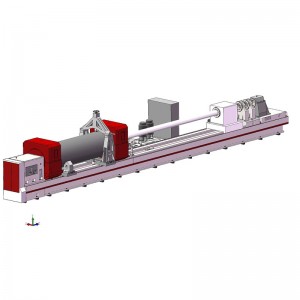
Professional China Directional Boring Machine - TMK2280 Deep Hole Cylinder Boring And Honing Compound Machine – Premach
Function Description 2.1 Boring By means of push boring, the cutting oil enters the inner hole of the tool tube from the end of it, and then reaches the cutting edge. One end of the workpiece is supported by a manual four jaw chuck, the other end is supported by a steady rest, and the middle of the workpiece is supported by a support jack. The chip removal device is placed at the left and right ends of the workpiece to send the chip into the chip receiving tank, and the cutting oil directly r... -

High Performance Portable Horizontal Boring Machine - TK2620 Series CNC Six Coordinates Deep Hole Drilling Machine – Premach
Function Description The machine tool is controlled by the CNC control system, which can control six servo coordinate axes at the same time. It can drill both row holes and coordinate holes. It can drill through the holes at one time, or turn around 180 degrees to drill holes. It has both single action performance and automatic circulation performance. Therefore, it can meet the requirements of small batch production and processing as well as the requirements of large batch production an... -

2021 Wholesale Price Gun Drill Machine - Hones, CNC Deep Hole Honing Machine 2mk2125/2mk2135/2mk2150 Series With Iron Casting Bed – Premach
Video Display Function Description This machine is mated with CNC system, AC servo moto, travel head with rotating honing rod adopts stepless speed. It is mated with high accuracy racks and gears to realize the reciprocating of honing head and it can control the honing position too. Mated with double linear guide way, so it has long life and high accuracy. The honing head adopt hydraulic constant pressure expanding. Sand blades always maintain constant pressure to be sure the round... -

Fixed Competitive Price Boring Tool Cnc - Cylinder drilling and boring machine, Deep Hole Drilling And Boring Machine T2150/T2250 Series – Premach
Video Display Function Description The machine is suitable for drilling, boring, rolling and trepanning processing in machinery manufacturing, locomotive, ship, coal machine, hydraulic cylinder, power machinery, pneumatic machinery and other industries, so that the workpiece surface roughness reaches 0.4-0.8 μ m. This series of deep hole boring machines can select the following working forms according to the workpiece conditions: 1. Workpiece rotation, cutting tool rotation and re... -
Factory Promotional Spindle Boring Machine - TMK2280 Deep Hole Cylinder Boring And Honing Compound Machine – Premach
Function Description 2.1 Boring By means of push boring, the cutting oil enters the inner hole of the tool tube from the end of it, and then reaches the cutting edge. One end of the workpiece is supported by a manual four jaw chuck, the other end is supported by a steady rest, and the middle of the workpiece is supported by a support jack. The chip removal device is placed at the left and right ends of the workpiece to send the chip into the chip receiving tank, and the cutting oil directly r... -

PriceList For Engine Cylinder Boring Tool - Large deep hole drilling and boring machine, cylinder boring machine T21100/T21160 – Premach
Function Description T21100/T21160 series is a deep-hole machining machine, which can support the process of drilling, boring and trepanning the large workpiece with big diameter. While working, the workpiece rotates slowly and the cutting tool rotates in high speed and feed. BTA chip removal is used while drilling and forward metal chips removal inside boring rod by cutting liquid is for boring. And for processing some large solid rods or some rods with expensive material, we usually us... -

High Reputation Trepanning Head - ZK2303A Series CNC Tube-Plate Drilling Machine – Premach
Function Description The machine tool includes both BTA Deep hole drill (internal metal chip removal) and gun drill (external metal chip removal). Through one-time drilling, the machining accuracy and surface roughness that can only be guaranteed by drilling, expanding and reaming processes can be achieved. The mutual conversion between BTA and gun drill drilling is realized by replacing the corresponding components. The machine tool has three independent drilling systems. The three dril... -

Top Suppliers Horizontal Deep Hole Drilling Machine - Deep Hole Turning and Boring Machine TCS2150 – Premach
Function Description The machine is installed with work headstock and travel head with rotating drilling/boring rod, both workpiece and tool can rotate, and the cutting tool can also be fixed, only feed. In addition, this machine is also installed a toolpost like that of the lathe, so that the machine adds the function of turning outer circle on the basis of deep hole drilling and boring machine. The machine is a series of products, and can also provide various modified products accordin... -
2021 Latest Design Boring Machine Head - TMK2280 Deep Hole Cylinder Boring And Honing Compound Machine – Premach
Function Description 2.1 Boring By means of push boring, the cutting oil enters the inner hole of the tool tube from the end of it, and then reaches the cutting edge. One end of the workpiece is supported by a manual four jaw chuck, the other end is supported by a steady rest, and the middle of the workpiece is supported by a support jack. The chip removal device is placed at the left and right ends of the workpiece to send the chip into the chip receiving tank, and the cutting oil directly r... -
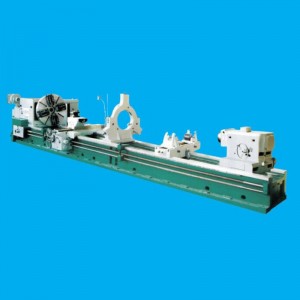
OEM Manufacturer Loading Weight 20000kg - horizontal engine conventional lathe CW61126-CW611206 – Premach
Use and characteristics This machine tool is a universal general-purpose lathe, which is suitable for turning outer circle, end face, grooving, cutting, boring, turning inner cone hole, turning thread and other processes of shaft parts, cylindrical and plate parts of different materials with high-speed steel and hard alloy steel tools. The machine body has high rigidity, and the apron, tool post and saddle can move quickly. This lathe has the characteristics of strong rigidity, high efficienc... -
Good Wholesale Vendors Boring Head For Drill Press - Deep Hole Turning and Boring Machine TCS2150 – Premach
Function Description The machine is installed with work headstock and travel head with rotating drilling/boring rod, both workpiece and tool can rotate, and the cutting tool can also be fixed, only feed. In addition, this machine is also installed a toolpost like that of the lathe, so that the machine adds the function of turning outer circle on the basis of deep hole drilling and boring machine. The machine is a series of products, and can also provide various modified products accordin... -

2021 New Style Boring Machine Boring - Heavy Duty Deep Hole SRB Machine TGK50/TGK63 Series – Premach
Video Display Function Description TGK CNC boring, skiving and roller burnishing machine has the smart and simple CNC operation system with high efficiency and stable performance, using environmental protection measures against oil splash and leakage. It is mainly used for the compound process of boring and roller burnishing for hydraulic cylinder parts. The hole tolerance is up to IT7-8, the surface roughness is up to Ra0.2-0.4μm. TGK series machines adopt Siemens 808 CNC system (...